Wytwarzanie implantów podokostnowych z wykorzystaniem technologii hybrydowej

Technologia hybrydowa wytwarzania prac implantologicznych znajduje zastosowanie w przypadkach, kiedy klasyczna technologia obróbki skrawaniem okazuje się niewystarczająca i wymagane jest zastosowanie technologii addytywnych w formie druku 3D, umożliwiających wytwarzanie rozległych powierzchniowych elementów przestrzennych.
Przykładem takich odbudów są implanty podokostnowe stosowane w sytuacjach znacznego zaniku podłoża kostnego w przypadkach, kiedy z powodów zdrowotnych (cukrzyca, zaburzenia metaboliczne, nowotwór) nie można przeprowadzić zabiegu regeneracji lub przeszczepu kości.
W artykule omówiono kolejne etapy projektowania implantów podokostnowych oraz procesu technologicznego ich wytwarzania z użyciem oprogramowania CAD/CAM (Exocad z modułem Partial Framework, MillBox Expert z modułem Make&Mill) oraz urządzeń (frezarki CORiTEC 350i PRO Loader, drukarki DMLS EOS M100 oraz piec do odprężania struktur). Wykorzystano możliwości oprogramowania CAM w zakresie dofrezowywania interfejsów implantologicznych z funkcją ich podmiany, frezowania gwintów z użyciem narzędzi
specjalnych oraz uwzględnieniem naddatku technologicznego.
Technologia hybrydowa
Obecnie istnieją trzy dostępne technologie wytwarzania metalowych uzupełnień protetycznych, do których należą: odlewanie, frezowanie oraz druk 3D.
Technologia odlewania stanowi najstarszą metodę, której podstawowe wady to pracochłonność oraz niska powtarzalność rezultatów zależna od doświadczenia technika wykonującego pracę.
Technologia frezowania jest technologią wprowadzoną do praktyki protetycznej pod koniec lat 90. ub.w. jako naturalne następstwo wprowadzenia metod komputerowego skanowania oraz obróbki prac protetycznych z użyciem systemów CAD/CAM oraz frezarek CNC (ang. Computer Numerical Control).
Do zalet tej technologii zalicza się wysoką precyzję oraz powtarzalność wymiarów geometrycznych wykonywanych podbudów. Do głównych wad należy zaliczyć wysokie koszty związane z eksploatacją frezarek oraz ograniczenia w wykonywaniu uzupełnień wymagających konstrukcji typu scaffold lub mających znaczne podcienie. Frezowanie jest
ubytkową metodą obróbki, stąd jej zasadniczą wadą są duże straty materiału odpadowego w trakcie obróbki oraz koszty narzędzi frezujących w zależności od rodzaju obrabianego materiału, najwyższe dla stopów tytanu i chrom-kobaltu.
Druk 3D komponentów podbudów protetycznych w technologii DMLS (ang. Direct Metal Laser Sintering), popularnie zwanej „spiekaniem”, to metoda wytwarzania komponentów metalowych podbudów protetycznych poprzez bezpośrednie selektywne przetapianie proszków metali. Ta technika wytwarzania elementów protetycznych rozpowszechniła się na rynku w ostatnich 5 latach.
Technologia druku 3D należy do metod przyrostowych (1-2), co oznacza, że materiał jest stopniowo dokładany do powstającego elementu. Do podstawowych wad tej metody należy koszt samego wdrożenia, natomiast podstawowymi zaletami są wysoka wydajność procesu produkcji i niskie zużycie materiału (proszek, który nie został zużyty w ramach jednego cyklu spiekania, jest ponownie wykorzystywany).
Najnowszą i zarazem najefektywniejszą metodą wytwarzania uzupełnień protetycznych o wysokim stopniu precyzji (5-10 mikronów) jest technologia hybrydowa, łącząca w sobie zalety metody druku 3D metali, czyli DMLS, oraz frezowania na maszynie CNC z użyciem zintegrowanego oprogramowania CAM. W przy padku technologii hybrydowej oprogramowanie CAM umożliwia wygenerowanie właściwego pliku geometrii dla drukarki 3D oraz programów obróbki (programów NC) dla frezarki CNC. Technologia hybrydowa składa się z dwóch etapów. W pierwszym, z użyciem technologii DMLS, wykonuje się półfabrykat struktury podbudowy, który następnie jest wykańczany na maszynie CNC do otrzymania produktu końcowego lub półproduktu, który po ręcznym wykończeniu stanowi właściwy produkt – strukturę podbudowy.
Połączenie wspomnianych metod (DMLS i frezowania CNC) nie było do tej pory możliwe ze względu na brak technicznego rozwiązania pozwalającego na przeniesienie półfabrykatu
z maszyny DMLS do frezarki CNC. Hybrydowa technologia wytwarzania pozwala na obniżenie jednostkowego kosztu wytwarzania poprzez zmniejszenie ilości zużywanego materiału i narzędzi oraz poprawę cech użytkowych produktów.
Pierwsze dwie zalety przyczyniają się bezpośrednio do redukcji kosztów produkcji, a jednocześnie minimalizacji materiałochłonności metody hybrydowej niezaprzeczalnie potwierdza pozytywny wpływ na środowisko, w tym znaczne zmniejszenie ilości odpadów (wiórów, niewykorzystanych struktur monobloku oraz odpadów płynnych, np. chłodziwo) od 20 do 50%. Szacowana redukcja zużycia materiałów w metodzie hybrydowej może wynosić 50-60% w stosunku do metody frezowania oraz 60-80% w stosunku do metody odlewania, stosowanych jako samodzielne metody wytwarzania.
Ponadto technologia hybrydowa wiąże się z ok. 50-proc. redukcją jednostkowego czasu wytwarzania w stosunku do metod tradycyjnych. Technologia hybrydowa redukuje zużycie narzędzi o 70-80%, równa się to ze zmniejszoną częstotliwością ich wymiany. Zapewniając stałą jakość wytwarzania oraz dodatkową oszczędność czasu i redukcję kosztów przeznaczonych na frezy.
Z drugiej strony, dzięki zastosowaniu technologii DMLS, która zapewnia wysoką rozdzielczość punktową wiązki przemieszczającej się po stapianej powierzchni, jakość odwzorowania skomplikowanych detali nie stanowi problemu technologicznego. Możliwość stosowania ziaren o małej gradacji zapewnia jednorodną strukturę powierzchni. Chropowatość powierzchni związana z ziarnistą strukturą materiału zapewnia wysoką adhezję materiałów stosowanych w dalszych procesach produkcji. W przypadku wykonywania wielu elementów w trakcie jednego cyklu spiekania lub polimeryzacji czas przeliczony na pojedynczy element pozwala osiągnąć wysoką wydajność procesu.
Diagnoza
W oparciu o wywiad i zdjęcie TK zdiagnozowano u pacjenta brak tkanki kostnej z powodu wczesnej utraty zębów w odcinkach bocznych szczęki oraz ekspansje zachyłka zębodołowego zatok szczękowych.

Zdjęcie wykonane tomografem z sytuacją zastaną
W rezultacie zastosowania indywidulanych implantów podokostnowych nie ma konieczności podnoszenia dna zatok szczękowych i ich augmentacji, uproszczono i skrócono proces leczenia do 8-10 miesięcy.
Projekt CAD implantu podokostnowego
Projekt siatki został wykonany z użyciem oprogramowania exocad wraz z modułem partial framework. W trakcie projektowania wykorzystano również obrazowanie tomograficzne pacjenta.
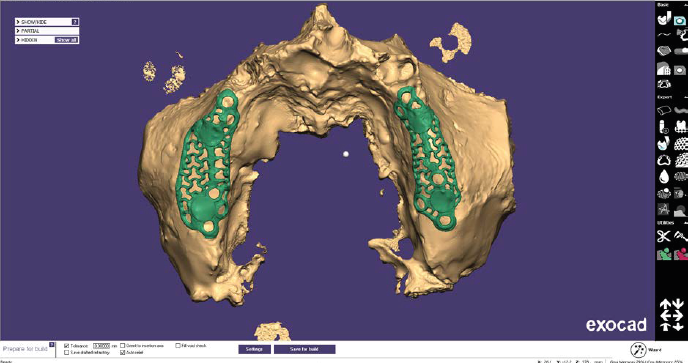
Widok projektu siatki w oprogramowaniu exocad (moduł partial framework)

Widok końcowy projektu siatki wraz ze zintegrowanymi multiunitami
Projekt CAM procesu wytwarzania
Do wytworzenia implantu podokostnowego zastosowano zmodyfikowaną technologię hybrydową, w której model pracy zostaje uzupełniony konektorami, tworzącymi tzw. sieć pajęczą

Projekt CAM implantów wraz z elementami podpierającymi wpisanymi w okrąg ramki adaptera (konektory – kolor zielony, elementy mocujące – kolor czerwony i niebieski, krzywe technologiczne – kolor fioletowy)
zapewniającymi możliwość późniejszego umieszczenia półfabrykatu w dedykowanym adapterze zgodnym z mocowaniem uchwytów materiałowych dla standardowych bloczków typu 98 mm i zamocowanie w uchwycie frezarki.
Hybrydowa technologia wytwarzania jest realizowana w trzech zasadniczych etapach:
• projektu procesu wytwarzanego obiektu w oprogramowaniu CAM zarówno dla metody DMSL, jak również frezowania CNC,
• procesu wytworzenia pracy z użyciem technologii DMLS,
• procesu wykończenia elementów pracy z użyciem technologii frezowania CNC.
W trakcie tworzenia projektu procesu wytwarzania wprowadza się dokładne modele geometryczne interfejsów elementów implantologicznych z bibliotek zewnętrznych udostępnianych wraz z oprogramowaniem CAM.
Proces ten nazywa się podmianą interfejsów (ang. interface replacement). W miejscu interfejsów umieszczony jest element cylindryczny o odpowiedniej dla wybranego interfejsu średnicy, który stanowi naddatek technologiczny do dalszej obróbki. W jednym zamocowaniu wykonywany jest zarówno interfejs, jak i otwór pod śrubę mocującą. Zapewnia to idealnie współosiowe położenie tych struktur.

Widok elementu interfejsu wraz z naddatkiem technologicznym dla celów obróbki skrawaniem
Projekt CAM definiuje również odpowiednią strategię obróbki interfejsów z użyciem narzędzi do obróbki zgrubnej, kształtującej oraz wykańczającej wraz z określeniem optymalnych posuwów i prędkości obrotowej narzędzia podczas obróbki. Projekt obejmuje proces wykonania otworu czołowego oraz frezowania gwintu wewnętrznego interfejsu. Specjalne narzędzie obrotowe prowadzi obróbkę z interpolacją śrubową, zagłębiając się w otworze.

Projekt CAM implantów wraz z elementami podpierającymi oraz naniesionymi konturami krzywych technologicznych (kolor fioletowy)
Zarys gwintu metrycznego jest nacinany częścią kształtową frezu w kilku przejściach po obwodzie gwintu. Obraz powyżej przedstawia trajektorię ruchu narzędzia w trakcie wycinania gwintu interfejsu z jednoczesnym zwiększeniem średnicy spirali.
Wytwarzanie implantu podokostnowego w technologii hybrydowej
Do wytworzenia implantu użyte zostały drukarka 3D DMLS M100 EOS oraz frezarka protetyczna imes-icore CORiTEC 350i PRO Loader.

Drukarka DMLS EOS M100 pracująca z materiałem EOS Titanium Ti64 ELI
Prefabrykat został odprężony w celu redukcji naprężeń resztkowych w piecu Nabertherm wyposażonego w komorę do wyżarzania w atmosferze gazu obojętnego (argon).
Praca została wykonana z materiału EOS Titanium Ti64 ELI. Obraz poniżej przedstawia proces frezowania gwintu po wcześniejszych zabiegach usunięcia naddatków technologicznych, a w rezultacie – uzyskania kształtu interfejsu wraz z otworem.
Proces frezowania gwintu
Podsumowanie
Zaprojektowanie i wytworzenie złożonego systemu implantu podokostnowego w formie siatki ze zintegrowanymi indywidualnymi łącznikami multiunitowymi były możliwe dzięki efektywnej współpracy pomiędzy kliniką, laboratorium protetycznym oraz dostawcą technologii hybrydowej. W trakcie zabiegu implantologicznego wszczepiono lewy i prawy implant podokostnowy wraz z implantami śródkostnymi.
Wykonano uzupełnienie tymczasowe oraz stałe, kontrolując proces leczenia i odbudowy kości z użyciem obrazowania tomograficznego.

Implantacja siatki ze zintegrowanymi indywidualnymi łącznikami multiunitowymi
Wnioski
Omówiony przypadek zastosowania hybrydowej technologii DMSL/CNC pozwala wytwarzać wysokiej jakości prace implantologiczne przy wszystkich zaletach technologii addytywnej (drukowania 3D), do której należą: duża wydajność, niskie straty materiału, niezmienna w czasie jakość prac oraz przede wszystkim niskie koszty wytwarzania, a także obróbki ubytkowej, której szczególnymi cechami są wysoka precyzja oraz jakość obrabianej powierzchni.
W szczególności pozwala wytwarzać implanty podokostnowe składające się z indywidulanych łączników multiunitowych zintegrowanych z anatomicznie ukształtowaną siatką.
Jednostkowy koszt wytworzenia pracy metodą hybrydową jest dużo niższy niż frezowania CNC w rezultacie wykańczania jedynie elementów współpracujących (interfejsów implantologicznych), co znacząco wydłuża żywotność frezów.
Elementy implantologiczne wykonane metodą frezowania CNC z bloczka metalu typu 98 mm nie wymagają procesu obróbki cieplnej (wyżarzania), w szczególnych przypadkach mogą się jednakże pojawić naprężenia resztkowe, które mogą ujawnić się w trakcie dalszych etapów wykańczania odbudów (nakładanie warstw ceramiki, wypalanie itp.).
W przypadku metody hybrydowej DMLS/CNC dużą twardość elementów likwidujemy poprzez wyżarzanie w odpowiednich czasach i temperaturach.
Piśmiennictwo
1. Słoniewski J., Czop P., Kaźmierowska M., Truszkowski A.:
Przegląd hybrydowych technologii wytwarzania uzupełnień protetycznych. „Nowoczesny Technik Dentystyczny”, 2017, 6, 44-50.
2. Czop P., Krupiński L., Słoniewski J., Czop P.:
Zastosowanie hybrydowej technologii wytwarzania uzupełnień protetycznych. „Nowoczesny Technik Dentystyczny”, 2018, 5, 62-67
1. imes-icore Polska Sp. z o.o. 44-100 Gliwice, ul. Wincentego Pola 16.
2. AGH Akademia Górniczo-Hutnicza, 30-059 Kraków, ul. Adama Mickiewicza 30.
3. Denmed Sp z o.o. 87-100 Toruń , ul. Tadeusza Kościuszki 51b.
4. TAG Dental, 40-851 Katowice, ul. Żelazna 17c/5.
Polecane artykuły

Drukarka 3D + 3 żywice gratis!
Dołącz do nas w Social Mediach i bądź na bieżąco! Stomatologia przyszłości!We Know HowTAG Dental O nasPolityka prywatności SZKOLENIA Harmonogram WykładowcyOFERTA Skanery wewnątrzustneSkanery laboratoryjneDrukarki 3DFrezarki stomatologiczneOprogramowanie EXOCADKONTAKT...

Skanery Medit już od 36 000 pln
Dołącz do nas w Social Mediach i bądź na bieżąco! Stomatologia przyszłości!We Know HowTAG Dental O nasPolityka prywatności SZKOLENIA Harmonogram WykładowcyOFERTA Skanery wewnątrzustneSkanery laboratoryjneDrukarki 3DFrezarki stomatologiczneOprogramowanie EXOCADKONTAKT...

Odbierz darmowy bilet VIP
Dołącz do nas w Social Mediach i bądź na bieżąco! Stomatologia przyszłości!We Know HowTAG Dental O nasPolityka prywatności SZKOLENIA Harmonogram WykładowcyOFERTA Skanery wewnątrzustneSkanery laboratoryjneDrukarki 3DFrezarki stomatologiczneOprogramowanie EXOCADKONTAKT...
Stomatologia przyszłości!
We Know How